PCa工法
Precast concrete technology
【PCa(プレキャストコンクリート)工法】
あらかじめ工場でコンクリート構造部材を製造し、現場にて組み立て完成させる工法。
「工業化工法の主要な技術要素」として位置付けられており、
施工現場の短工期や省人化などで優位性が高いことから近年注目を集めている。
モノづくりの原点
“プレキャストコンクリート工法”
トヨタT&S建設の“ものづくり”の原点は、PCa(プレキャストコンクリート)工法です。
工業製品化されたこの工法は、工場にて厳格な生産管理のもと、現場作業では得難い均一で高品質なコンクリート製品の製造を実現しています。
また、プレキャスト部材を構造躯体やカーテンウォールとして導入した施工現場では、
作業が規格化されるため建設業界が抱える技能労働者不足や短納期などの課題に応えるもっとも適した工法です。
その性能が認められ、数々の建設物をはじめ、震災や水害などの自然災害からの復旧・復興にも当社のPCa製品が多く採用されています。
当社発展の原動力であるPCa工法は、産業の原点である“ものづくり”の精神を大切にし、
常に探求心を持ち続けることで事業の基盤としてきたトヨタのDNAの象徴でもあります。

環境への配慮
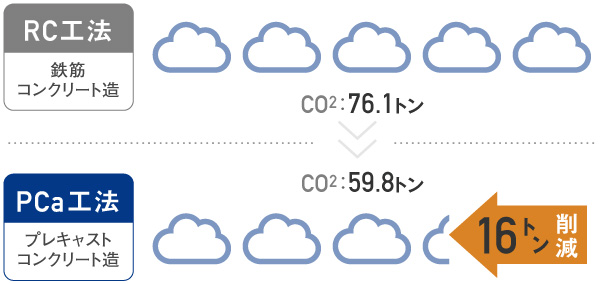
施工現場では、作業工数が少なく、騒音や産業廃棄物を低減するため環境に配慮した工法といえます。
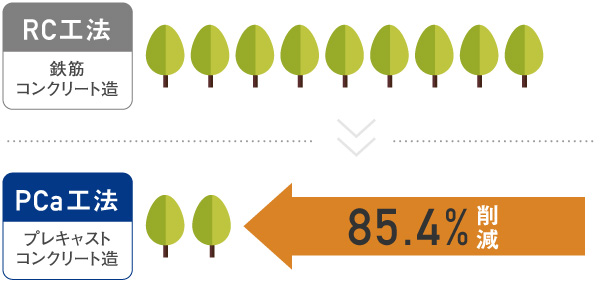
また、プレキャスト部材の製造では、型枠に木材ではなく鋼材を用いるため、森林資源の保護も図ることができます。
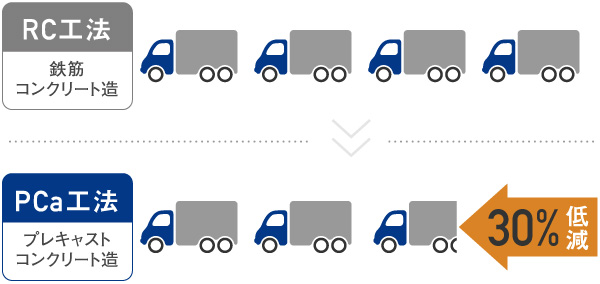
さらに、工場から施工現場への運搬では、他の工法と比較して資材の搬入回数を抑えられることから物流エネルギーの低減にもつながります。
廃棄物の低減
物流エネルギーの低減
CO2の削減
生活環境への配慮
※このデータは当社の本社事務棟(3階建PCa造、延床2,400㎡)建設時におけるRC工法との比較です。

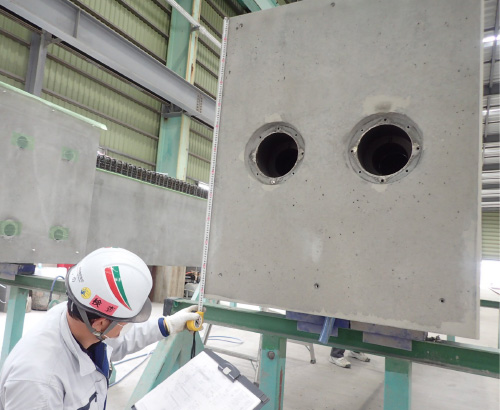
安定した製品精度
製造工場ではどのラインにおいても厳格な品質チェックが行われています。
また国際規格であるISO9001(品質)、ISO14001(環境)を取得し、製品の信頼性を高めています。
- PCaパネルができるまで
-
1.型枠組立・離型材塗布

2.タイルセット

3.型配筋

4.コンクリート打設

5.仕上げ・養生

6.脱型・検査

7.ストックヤード

- PCaレンコン梁ができるまで
-
1.型枠組立・離型材塗布

2.型配筋

3.金物取付

4.コンクリート打設・仕上げ

5.脱型

6.検査
7.ストックヤード

8.出荷

- PCa鉄道用セグメントができるまで
-
1.鉄筋組立

2.型枠組付け

3.コンクリート打設

4.仕上げ

5.蒸気養生
6.脱型・検査

7.水中養生

8.ストックヤード


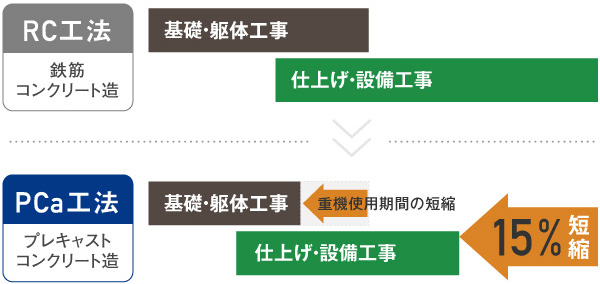
工期短縮
工場生産により、施工現場で組み立てるPCa工法は、基礎工事後すぐに部材の組み立てがスタートします。
独自の接合方法で簡単に組み立てられるので、工期を大幅に短縮できます。
2階建てはおよそ2日間で駆体工事が完成します。
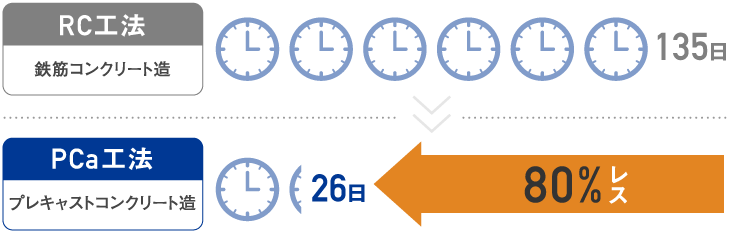
※数値は従来のRC(現場打ち)工法と比べたものです。

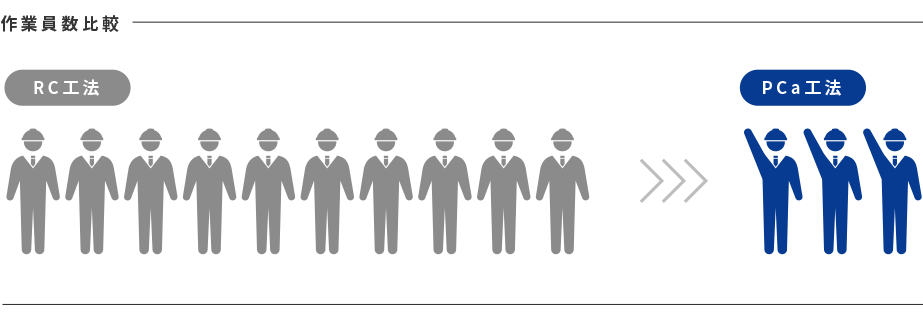
省人化
建材であるプレキャスト部材を工場生産することで、施工現場での作業が低減されるため
建設作業員の省人化と施工時の安全性が向上します。
また、反復作業であるため、熟練工でなくとも作業効率の向上が見込めます。
お客様のニーズや建設地の環境、工期、コストなどの条件に応じて
様々な工法から最適解を導き出します。
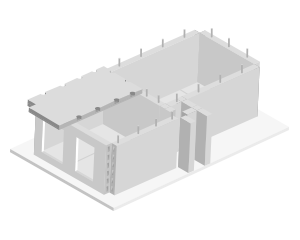
W-PCa工法
壁式構造であるため柱や梁型のない居住空間を実現できます。プレキャスト化率が極めて高く、工場生産時に鋼製建具や設備配管などが先付けできるため、工期の短縮や現場作業員の省人化が図れます。主に5階建てまでの中低層の住宅で対応します。
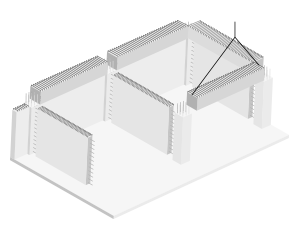
R-PCa工法
ラーメン構造にプレキャスト部材を適用することで、高い施工性・耐震性・経済性などを実現できます。柱・梁・壁で構成され、W-PCa工法と同様にプレキャスト化率が高い工法です。下層階に店舗や事務所、駐車場などを備えた複合施設として、高層から超高層までの建築物に対応します。
※お客様の建築条件、経済性、納期などの要望に応じてWR-PCa工法と検討します。
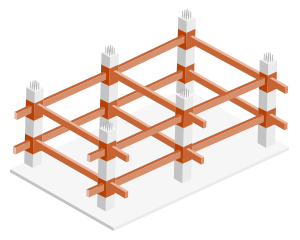
ハイブリット(RCS)工法
(柱PCa+梁S等)
RCS工法では、柱を鉄筋コンクリート造(RC造)、梁を鉄骨造(S造)で構成される混合構造が一般的です。当社では、柱にプレキャスト部材を用いた工法で施工します。梁が鉄骨造で、柱間も広く確保できるため広い空間を確保でき、物流施設や複合施設などの建設に適しています。鉄骨価格の高騰や品薄による納期遅れが発生する現状においては影響を小さくすることができます。
これら以外にも、構造躯体の一部分にPCa製品を使用したり、非構造体として建物の内外をカーテンの
ように仕切る仕上げ材(カーテンウォール)の役割で取り入れる場合もあります。
PCa工法の歴史
PCa工法の先駆者としての歩み
1946年、業界に先駆けて不燃住宅の研究を推進。
幾多の実験と改良を重ね、建築学会や協会より高い評価を得て、受注を拡大。
組立式鉄筋コンクリート住宅の先駆者として、常に時代をリードしてきました。
| 1946年 | 東京工業大学教授の田辺平学氏、後藤一雄氏の指導のもと、組立式鉄筋コンクリート構造 (プレコン造)の研究開始。 トヨタ自動車工場(株)施設部内に工場を発足 |
|---|---|
| 1950年 | トヨタ自動車工場(株)より分離し、「ユタカプレコン(株)」設立 |
| 1951年 | プレコン構造が認められ、スケールの大きな建築物(公営住宅、学校、店舗、事務所等)を多数建築 |
| 1957年 | 柱・梁・筋交を一緒に打設し、さらに湿式の壁を一体としたパネル式の構造「トヨライトハウス A型(平屋建て)」を開発 建設省中部地方整備局豊橋工事事務所と共同で「ポストテンショニングPSコンクリート矢板」を開発 |
| 1959年 | PSコンクリート橋桁・矢板(プリテンション)の製造を開始 |
| 1960年 | 遠心力鉄筋コンクリート管、遠心力鉄筋コンクリート杭の製造を開始 「トヨライトハウスB型(2階建て)」を開発 |
| 1962年 | トヨライトハウスB型を原型とした「量産公営住宅型住宅」が全国的に採用 |
| 1965年 | 壁式PCa造2階建て「ドライジョイント工法」による標準設計について、 社団法人日本不燃建築協会の認定を受け、大型パネルのジョイント工法の研究を開始 |
| 1966年 | 「壁式PCa造4階建住宅」について財団法人日本建築センターの構造認定 |
| 1970年 | 高層住宅にPS工法を採用して財団法人日本建築センターの構造認定 |
| 1971年 | 国内初のPS工法を採用した高層住宅を建設(PCa造PS工法10階80戸) |
| 1973年 | 「豊田式ボックスラーメン型PCa造ユニット構法」の開発、製造開始 |
| 1982年 | PCa造高層建築の社宅、独身寮を多数建設 |
| 1984年 | トヨタホームのコンクリートシリーズとして「トヨタホームPC」の販売開始 |
| 1994年 | フリープラン可能なPCa造ピコムの販売開始 |
| 1996年 | カーテンウォール用に超軽量コンクリートによる部材の製造開始 |
| 2003年 | カラーコンクリートの開発・実用化 |
| 2005年 | PCaと鉄骨のハイブリッド化によるシンプルモダン住宅ラビオスの販売開始 |
| 2008年 | 石灰石微粉末を混入した「高流動コンクリート」を実用化 |
| 2012年 | 壁式PCa 工法において完全無溶接接合を実用化(圧着ボルト無溶接接合) 復興事業用の「除染物質保存用PCa可搬BOX」開発 |
| 2014年 | 可変型自動車製造ラインの土間をPCa化 |
-
創立70周年動画
-

YouTube公式チャンネル
-

採用サイト